教案

学习任务6.3:整机装配工艺
学习任务6.3 | 整机装配工艺 | 学时 | 2 |
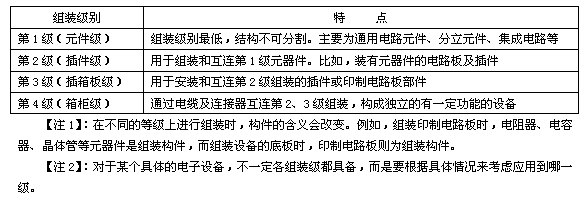
讲授,演示 65min | 一、组装基础 电子设备的组装是将各种电子元器件、机电元件以及结构件,按照设计要求,装接在规定的位置上,组成具有一定功能的完整的电子产品的过程。 (一)组装内容与级别 1.电子设备组装内容 电子设备的组装内容主要有: (1)单元电路的划分; (2)元器件的布局; (3)各种元件、部件、结构件的安装; (4)整机联装。 2.电子设备组装级别 在组装过程中,根据组装单位的大小、尺寸、复杂程度和特点的不同,将电子设备的组装分成不同的等级。电子设备的组装级别如表所示。
(二)组装特点与方法 1.组装特点 2.组装方法 (1)功能法; (2)组件法; (3)功能组件法。 (三)组装技术的发展 随着新材料、新器件的大量涌现,必然会促进组装工艺技术有新的进展。目前,电子产品组装技术的发展具有如下特点: 1.连接工艺的多样化 ; 2.工装设备的改进; 3.检测技术的自动化; 4.新工艺新技术的应用。 二、电路板组装 电子设备的组装是以印制电路板为中心而展开的,印制电路板的组装是整机组装的关键环节。它直接影响产品的质量,故掌握电路板组装的技能技巧是十分重要的。 (一)元器件成形 (二)元器件安装 电子元器件种类繁多,外形不同,引出线也多种多样,所以,印制电路板的安装方法也就有差异,必须根据产品结构的特点、装配密度、产品的使用方法和要求来决定。 1.元器件安装的技术要求 (1)元件器的标志方向应按照图纸规定的要求,安装后能看清元件上的标志。若装配图上没有指明方向,则应使标记向外易于辨认,并按从左到右、从下到上的顺序读出; (2)元器件的极性不得装错,安装前应套上相应的套管; (3)安装高度应符合规定要求,同一规格的元器件应尽量安装在同一高度上; (4)安装顺序一般为先低后高,先轻后重,先易后难、先一般元器件后特殊元器件; (5)元器件在印制电路板上的分布应尽量均匀、疏密一致,排列整齐美观。不允许斜排、立体交叉和重叠排列; (6)元器件外壳和引线不得相碰,要保证1mm左右的安全间隙,无法避免时,应套绝缘套管; (7)元器件的引线直径与印制电路板焊盘孔径应有0.2~0.4mm的合理间隙; (8)MOS集成电路的安装应在等电位工作台上进行,以免产生静电损坏器件,发热元件不允许贴板安装,较大的元器件的安装应采取绑扎、粘固等措施。 2.元器件的安装方法 (1)贴板安装 (2)悬空安装 (3)垂直安装 (4)埋头安装 (5)有高度限制时的安装 (6)支架固定安装 (7)功率器件的安装 3.元器件安装注意事项 (1)插装好元器件,其引脚的弯折方向都应与铜箔走线方向相同; (2)安装二极管时,除注意极性外,还要注意外壳封装,特别是玻璃壳体易碎,引线弯曲时易爆裂,在安装时可将引线先绕l~2圈再装,对于大电流二极管,有的则将引线体当做散热器,故必须根据二极管规格中的要求决定引线的长度,也不宜把引线套上绝缘套管; (3)为了区别晶体管的电极和电解电容的正负端,一般在安装时,加上带有颜色的套管以示区别; (4)大功率三极管由于发热量大,一般不宜装在印制电路板上。 (三)电路板组装方式 1.手工装配方式 (1)小批量试生产的手工装配 (2)大批量生产的流水线装配 2.自动装配方式 (1)自动插装工艺
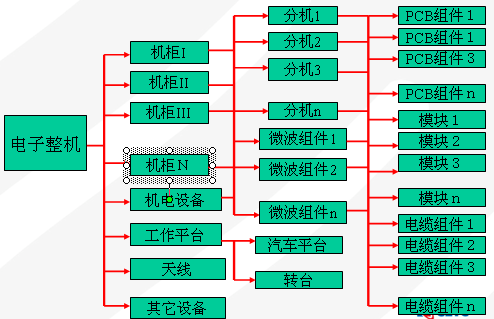
(2)自动装配对元器件的工艺要求 自动装配与手工装配不一样,自动装配是由装配机自动完成器件的插装 。 三、整机装配 整机装配就是将机柜、设备、组件以及零、部件按预定的设计要求装配在机箱、车厢、平台,再用导线将它们之间进行电气连接,它是电子产品生产中一个重要的工艺过程。 (一)整机装配的顺序和基本要求
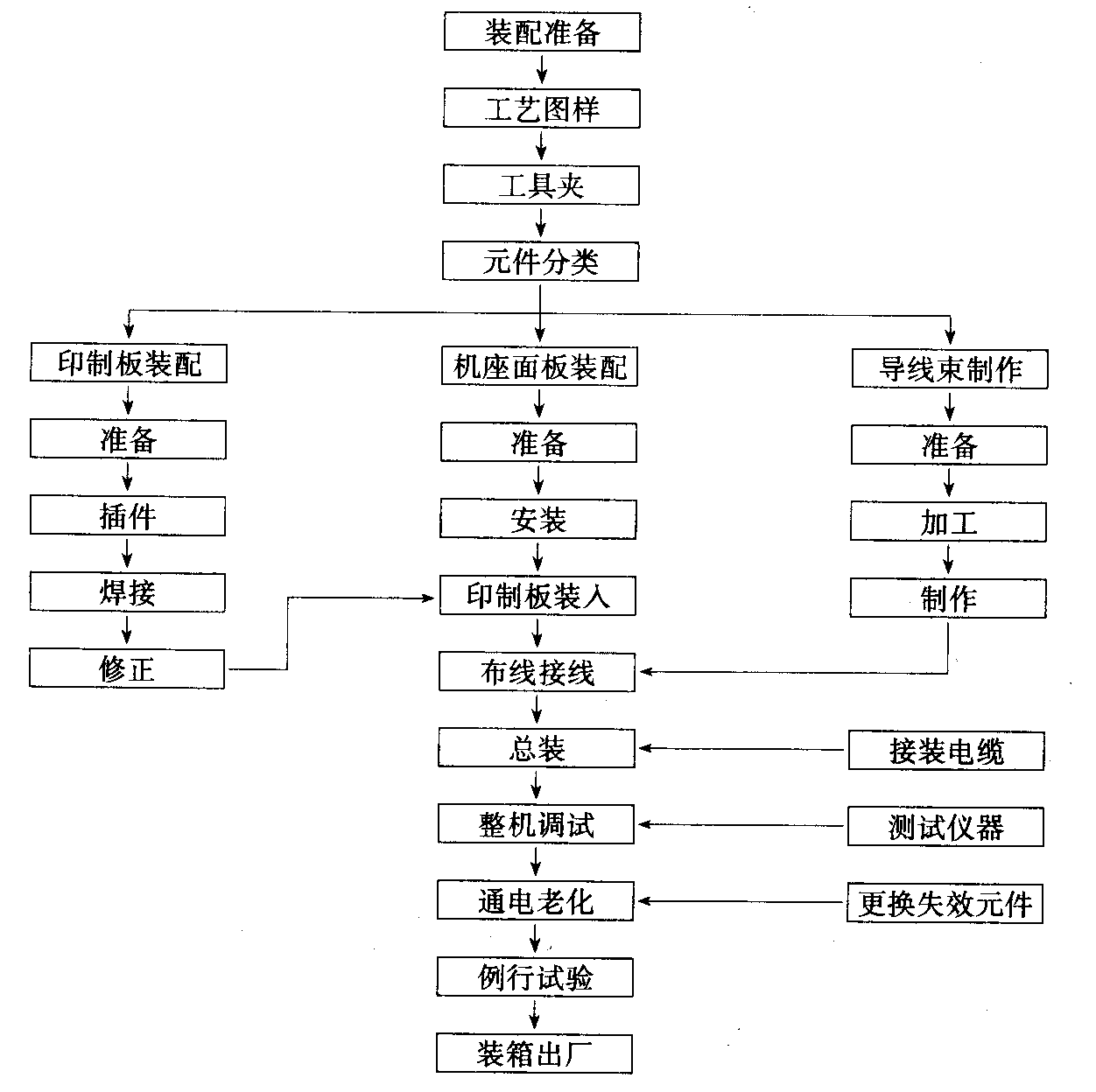
1.整机装配的基本顺序 电子设备的整机装配有多道工序,这些工序的完成顺序是否合理,直接影响到设备的装配质量、生产效率和操作者的劳动强度。 电子设备整机装配的基本顺序是:先轻后重、先小后大、先铆后装、先装后焊、先里后外、先平后高,上道工序不得影响下道工序。 2.整机装配的基本要求 电子设备的整机装配是把半成品装配成合格产品的过程。对整机装配的基本要求如下: (1)整机装配前,对组成整机的有关零部件或组件必须经过调试、检验,不合格的零部件或组件不允许投入生产线。检验合格的装配件必须保持清洁; (2)装配时要根据整机的结构情况,应用合理的安装工艺,用经济、高效、先进的装配技术,使产品达到预期的效果,满足产品在功能、技术指标和经济指标等方面的要求; (3)严格遵循整机装配的顺序要求,注意前后工序的衔接; (4)装配过程中,不得损伤元器件和零部件,避免碰伤机壳、元器件和零部件的表面涂敷层,不得破坏整机的绝缘性。保证安装件的方向、位置、极性的正确,保证产品的电性能稳定,并有足够的机械强度和稳定度; (5)小型机大批量生产的产品,其整机装配在流水线上按工位进行。 (二)整机装配中的流水线 1.流水线与流水节拍 生产流水线就是把一部整机的装联、调试工作划分成若干简单操作,每一个装配工人完成指定操作。 在流水操作的时间定为相等时,这个时间就称为流水的节拍。 2.流水线的工作方式 目前,电视机、录音机、收音机的生产大都采用印制线路板插件流水线的方式。插件形式有自由节拍形式和强制节拍形式两种。 自由节拍形式是由操作者控制流水线的节拍,来完成操作工艺。这种方式的时间安排比较灵活,但生产效率低。 强制节拍形式是指每个操作工人必须在规定的时间内把所要求插装的元器件、零件准确无误地插到线路板上。这种流水线方式,工作内容简单,动作单纯,记忆方便,可减少差错,提高工效。 (三)整机装配的工艺流程 电子产品装配的工序因设备的种类、规模不同,其构成也有所不同,但基本工序并没有什么变化。其过程大致可分为装配准备、装联、调试、检验、包装、入库或出厂等几个阶段,据此来制订出整机装配的最有效工序。一般整机装配工艺的具体操作流程如下图所示。
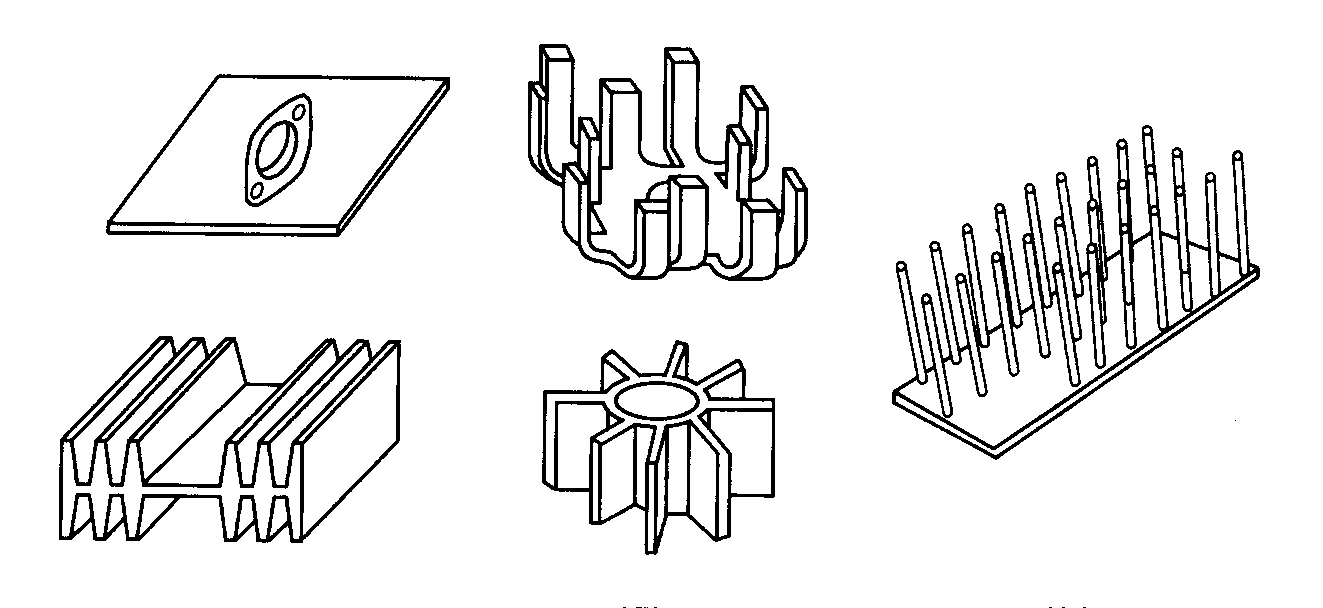
1.整机装配中的接线工艺 (1)接线工艺要求 ①接线要整齐、美观,在电气性能许可的条件下减小布线面积。如对低频、低增益的同向接线尽量平行靠拢,分散的接线组成整齐的线扎。 ②接线的放置要可靠、稳固和安全。导线的连接、插头与插座的连接要牢固,连接线要避开锐利的棱角、毛边,避开高温元件,防止损坏导线绝缘层。传输信号的连接线要用屏蔽线导线,避开高频和漏磁场强度大的元器件,减少外界干扰。电源线和高电压线连接一定要可靠、不可受力。 ③接线的固定可以使用金属、塑料的固定卡或搭扣,单根导线不多的线束可用胶粘剂进行固定。 (2)接线工艺 ①配线 配线是根据接线表要求准备导线的过程。配线时需考虑导线的工作电流、线路的工作电压、信号电平和工作频率等因素。 ②布线原则 整机内电路之间连接线的布置情况,与整机电性能的优劣有密切关系,因此要注意连接线的走向。布线原则如下: a.为减小导线间相互干扰,不同用途、不同电位的导线不要扎在一起,要相隔一定距离,或走线相互垂直交叉。 b.连接线要尽量短,使分布电感和分布电容减至最小,尽量减小或避免产生导线间的相互干扰和寄生藕合。高频、高压的连接线更要注意此问题。 c.从线扎中引出分支接线到元器件的接点时,线扎应避免在密集的元器件之间强行通过。线扎在机内分布的位置应有利于分线均匀。 d.与高频无直接连接关系的线扎要远离高频回路,不要紧靠回路线圈,防止造成电路工作不稳定。 e.电路的接地线要妥善处理。接地线应短而粗,地线按照就近接地原则,避免采用公共地线,防止通过公共地线产生寄生耦合干扰。 (3)布线方法 ①为保证导线连接牢固,美观,水平导线布设尽量紧贴底板,竖直方向的导线可沿框边四角布设。导线弯曲时保持其自然过渡状态。线扎每隔20~30cm以及在接线的始端、终端、转弯、分叉、抽头等部位要用线夹固定。 ②交流电源线、流过高频电流的导线,应远离印制电路底板,可把导线支撑在塑料支柱上架空布线,以减小元器件之间的耦合干扰。 ③一般交流电源线采用绞合布线。 2.整机装配中的机械安装工艺要求 整机装配的机械安装工艺要求在工艺设计文件、工艺规程上都有明确的规定,它是指进行机械安装操作中应遵循的最基本要求。 (1)严格按照设计文件和工艺规程操作,保证实物与装配图一致; (2)交给该工序的所有材料和零部件均应经检验合格后方可进行安装,安装前应检查其外观、表面有无伤痕,涂敷有无损坏; (3)安装时机械安装件的安装位置要正,方向要对,不歪斜; (4)安装中的机械活动部分,如控制器、开关等,必须保证其动作平滑自如,不能有阻滞现象; (5)当安装处是金属面时,应采用钢垫圈,以减小连接件表面的压强。仅用单一螺母固定的部件,应加装止动垫圈或内齿垫圈防止松动; (6)用紧固件安装接地焊片时,要去掉安装位置上的涂漆层和氧化层,保证接触良好; (7)机械零部件在安装过程中不允许产生裂纹、凹陷、压伤和可能影响产品性能的其它损伤; (8)工作于高频率、大功率状态的器件,用紧固件安装时,不许有尖端毛刺,以防尖端放电; (9)安装时勿将异物掉人机内,安装过程中应随时注意清理紧固件、焊锡渣、导线头以及元件、工具等异物; (10)在整个安装过程中,应注意整机面板、机壳或后盖的外观保护,防止出现划伤、破裂等现象。 3.整机装配中的面板、机壳装配 面板用于安装电子产品的操纵和控制元器件、显示器件,又是重要的外观装饰部件。而机壳构成了产品的骨架主体,也决定了产品的外观造型,同时起着保护安装其他部件的作用。目前,电子产品的面板、机壳已向全塑型发展。 (1)面板、机壳的装配要求(4条) (2)面板、机壳的装配工艺(4条) (四)散热器的装配 在电流流过元器件时要产生热量,特别是一些大功率元器件如变压器、大功率晶体管、大规模和功放型集成电路等产生的热量很多,这将使整机温度上升。为确保整机的正常运行,必须对这些部件采取一定的散热措施。 1.常见的晶体管散热器
2.散热器的装配要求 ①晶体管与散热器之间的紧固件要拧紧,且保证螺钉扭力一致,使晶体管外壳紧贴散热器; ②需在晶体管与散热器之间垫绝缘片时,须采用低热阻材料,如硅脂、薄云母片或聚脂薄膜等。为提高散热效果,尽可能不用在管壳下垫绝缘片的方法,而采取在散热器与机架、印制电路板之间绝缘的方法; ③安装一只晶体管时,其安装孔应设在散热器基面的中心,如安装两只或三只以上时,其安装孔的位置应设定在基面中心线均等位置上。 ④大批量组装晶体管与散热器时,应使用装配模具。 (五)紧固件的装配 在整机装配中,用来使零部件、元器件固定、定位的零件称为紧固零件,简称紧固件。常用的紧固件有螺钉、螺母、螺栓、螺柱、自攻螺钉、垫圈和铆钉等。 1.螺钉的选用 2.拧紧方法 3.螺接工艺要求 (六)电源的装配 电源是整机的一个重要单元部件。一般的电源具有重量较重,发热量较大等特点。为满足整机要求,电源装配时应注意以下几点: 1.体积较大重量较重的元器件(如电源变压器、扼流圈等),应 2.发热较大的元器件(如大功率变压器、整流管和调整管等),应安装在机壳通风孔附近,以便于对流换热。安装在整机的最 3.某些整机的电源提供多种不同的电压,安装时对各电压生成通道应按要求严格调测,各电压的输出线要保持一定距离。下部,安装位置可在机壳骨架上。 4.电源变压器会产生50Hz泄漏磁场,对低频放大器有一定影响,会产生交流声。 | ||
学生识别 15min | 各种类型的连接技术 | ||
检查评价 5 min | 1.整机装配的注意事项有哪些? 2.组装的特点有哪些? | ||
小结 5 min | 课程小结 | ||