教案

学习任务5.2:手工焊接工具及工艺
学习任务5.2 | 手工焊接工具及工艺 | 学时 | 2 |
导入 10min | 1.问候学生并与学生交流手工焊接工具及工艺方面的知识 2.提供引导文:选择一个电子产品装配的实例,采用情境化的教学方式,引导学生紧密结合电子产品装配企业实际,在装配工作中应该如何正确进行手工焊接。 3.介绍学习情境所需要的工具条件 4.提供图书资料、网络资料、设备使用说明书等。 | ||
视频学习 5 min | 观看“电子产品制造工艺”影片 | ||
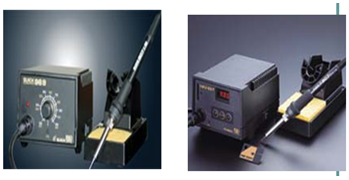
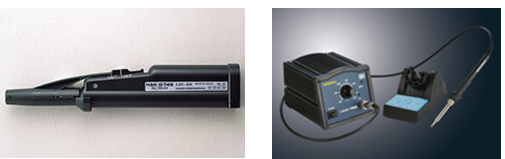
讲解与 示范 70min | 一、焊接基础知识 焊接的作用: 避免连接处移动和露栽空气中的金属表面氧化而导致导电率的不稳定。 焊接的意义: 把比被焊金属熔点低的焊料和被焊金属一起加热,在被焊金属不融化的条件下,使融化的焊料润湿连接处被焊金属的表面,在它们的接处界面上形成合金层,达到被焊金属的牢固连接。 (一)锡焊技术和锡焊机理 锡焊是将铅锡焊料熔入焊件的缝隙使其连接的一种焊接方法,其特点: (1)铅锡焊料熔点低于200 ℃。 (2)要求低,投资少。 (3)焊点有足够强度和电气性能。(4)锡焊过程可逆,易于拆焊。 扩散: 定义1:通过分子运动或流体紊动的随机分散作用使原本分布不均匀的流体属性及其含有物趋于局部均化的过程。 定义2:微粒子(包括原子和分子)在气相、液相、固相或三者之间,由高浓度向低浓度方向迁移,直到混合均匀的物理运动现象。 掌握扩散的条件:距离的条件,温度的条件。 扩散的发生需要符合距离与温度二个条件: (1)两块金属必须接近到足够小的距离。金属表面的氧化层或其他杂质都会使两块金属达不到这个距离。 (2)金属分子只有在一定的温度下才能获得足够的动能,使扩散得以进行。 ★锡焊是焊料与焊件界面上的扩散。焊件表面的清洁和加热是达到其扩散进行的基本条件。 (二)锡焊工具——烙铁 1.烙铁 电烙铁是手工施焊的主要工具,选择合适的烙铁,合理地使用它,是保证焊接质量的基础。 (1)结构与分类 1)直热式
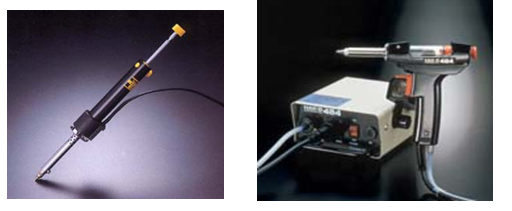
2)感应式
3)吸锡式 4)调温及恒温式
5)其他
⑵烙铁的选用 ①焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。 ②焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 ③焊接较大元器件时,如金属底盘接地焊片,应选 100W 以上的电烙铁。 ⑶电烙铁的使用 ①电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被“烧死”不再“吃锡” 。 ②手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损。 ③将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值应小于3Ω;否则接地不良。 ④烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间不用必须关闭电源防止空烧,必须拔掉电源。
2.辅助工具 (1) 热风焊枪 热风枪主要是利用枪芯吹出的热风来对元件进行焊接与取的操作。根据热风枪的工作原理,热风枪控制电路的主体部分应包括温度信号放大电路、比较电路、可控硅控制电路、传感器、风控电路。另外,为了提高电路的整体性能,还应设置一些辅助电路,如温度显示电路、关机延时电路和过零检测电路。设置温度显示电路是为了便于调温。温度显示电路显示的温度为电路的实际温度,工人在操作过程中可以依照显示屏上显示的温度来手动调节。而加入关机延时电路主要是为了提高电路的安全性。此电路是让枪芯被吹冷后电路再停止工作,这样就避免刚关断电源时枪芯过高的温度对人或物造成伤害。现在市场上有些要求不是很高的热风枪,未加过零电路,虽然可以正常工作,但是从技术上讲不是很完美。加入过零电路的目的就是使电路中的可控硅在交流电过零处导通,以避免可控硅在正半周或负半周高电平处导通产生过高的冲击脉冲波,对电源产生污染,并且对并联在电路中的其它用电设备产生影响。 热风抢有以下几种类型: ①普通型:此种热风枪主要就是温度不稳,忽高呼低,风凉也不稳。这种的风枪的刻度只是调整它的功率大小,所以开机时温度生的很慢,好几个分钟,而后温度直线上升,稍不留心就会烧坏东西。比如功放、CPU、线路板等。它虽然也有温度检测,它好像只用来温度过高保护,而不真实的调整温度值的。 ②标准型:此种热风枪的刻度真正是用来调整温度的,开机时升温快,几十秒即可达到,而且温度不会直线上升,在相差不大的范围调整,风量也比较稳定。 ③数子温度显示型,此种与第二种性能基本相同,就是多了个数字温度显示,有的很准很精确。不过也有的显示温度不准,很容易产生误觉。 (2) 防静电器件
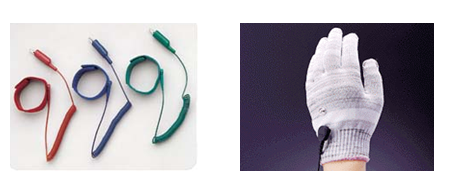
①IC等静电敏感器件的储存、运输,只能使用纸箱、木箱等防静电材料制作的容器,或(和)用专用的防静电胶袋或料盒; ②接触IC等静电敏感器件员工必须戴防静电手环,生产线每天派专人对防静电手环检查一次; ③防静电带使用方法: 在作业时,不影响的一只手戴上静电带。 防静电手带的金属接触片必须紧密接触手腕。不要使静电带拉长超过弹性限度(防止其内导线拉断)。当静电环因汗、灰等变脏时会影响使用效果,必须经常清洁。 (3)吸烟机 吸烟机主要是用来抽去在焊接过程中产生的气体。
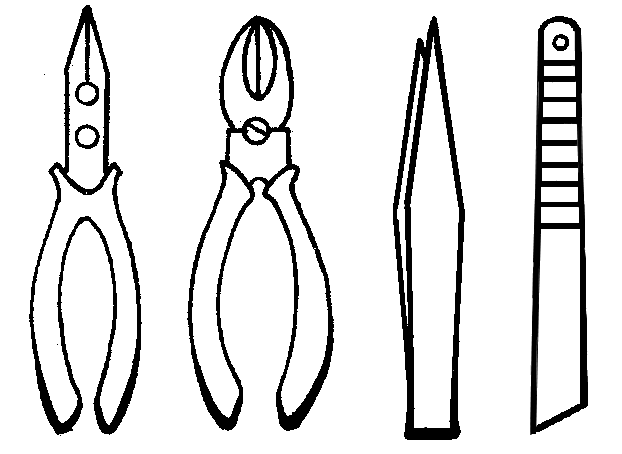
(4) 照明放大台灯 (5) 尖嘴钳、偏口钳、镊子、小刀
【补充内容】:无铅焊接。 (三)焊锡材料的选用 1.焊料的选用 (1)被焊接金属材料的焊接性能 (2)焊接温度不同成分的焊料,其熔点也不相同。 (3)焊接点的机械性能与导电性能 2焊剂选用 3.阻焊剂 二、手工焊接与拆焊 焊接的作用: 避免连接处移动和露栽空气中的金属表面氧化而导致导电率的不稳定。 焊接的意义: 把比被焊金属熔点低的焊料和被焊金属一起加热,在被焊金属不融化的条件下,使融化的焊料润湿连接处被焊金属的表面,在它们的接处界面上形成合金层,达到被焊金属的牢固连接。 (一)手工焊接 1.加热方法 电烙铁的握法:反握、正握、握笔(★)
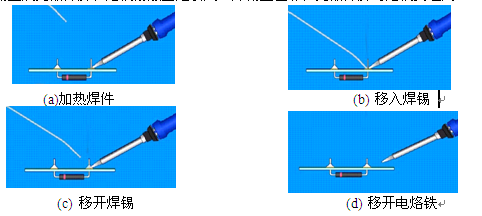
电烙铁的操作要领: (a)为使加热均匀,烙铁头应对引线和铜泊同时加热。 (b)焊料融化后,烙铁头应迅速离开焊件 (c)烙铁以45度方向离开,焊点圆滑。 2.焊料供给的方法 (1)焊料的拿法: 左手拇指与食指握住线状焊料。端头留3-5厘米,借助中指腿力往前送料。 (2)焊料供给要领: a.时间:及时供给焊料 b.位置:先在焊料金属处供少量焊料。后在加热点最远处供给焊料。 3.手工焊接——五步操作法
4.手工焊接——三步操作法 三步法: 准备->放烙铁头和焊锡->拿开烙铁头和焊锡 【练习的目的】使五步法向三步法过渡 (二)保证焊接质量的因素及解决方法 1.保持清洁(3点) 2.合适的电烙铁 3.合适的焊接温度:一般为300摄适度 4.合适的焊接时间 : 一般不大于3秒。 5.被焊金属的可焊性:一般要预先搪锡。 6.焊接元件的移动:进行预焊 7.焊接方法不正确:焊锡和烙铁撤离有讲究45° (三)注意事项及操作要领 1.操作时确保室内通风良好。避免将有害气体吸入 2.使用电烙铁要配置烙铁架,使用结束先断开电源等降温后才能收起。 3.勿用烙铁对焊点施力。 4.避免 “沾锡”施焊法 (四)焊点质量及检查 1.焊点的质量检验,主要包括三个方面。即电气接触良好、机械结合牢固和美观。保证焊点质量最关键的一点,就是必须避免焊接缺陷。 2.形成焊接缺陷的原因及其危害 3.检查焊点质量的好坏,目前我们还只能从外观上来判断。下面让我们来熟悉一些常见的焊接缺陷,以后在实施焊接时要注意避免。 ①虚焊:—又称为假焊,是指焊接时焊点内部没有真正形成金属合金的现象。 虚焊是焊接中最常出现的缺陷,也是最难发现的焊接质量问题。 主要原因:A.焊接面不清洁; B. 焊剂用量不足; C.焊接温度及时间掌握不当。 ②拉尖:—焊点外表有尖刺。 主要原因: A.手工焊时,电烙铁撤离焊点的方法不当,会造成拉尖; B.波峰焊时,波峰角度不当或印制电路板的焊盘氧化、沾污或焊接温度偏低等都会造成焊点拉尖现象。 ③桥连:—焊料将相邻的不应连接的印制导线、焊盘或元器件引线误连接。 主要原因:电烙铁使用不当,或焊料槽温度不当。 (五)拆焊工艺 拆焊的定义:又称解焊.
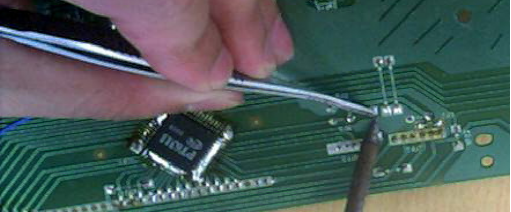
1.拆焊的操作要求: a .必须首先切断电源 b.严格控制加热的温度和时间 c.不要用力过猛 2.印制电路板上基本元件的常用拆焊方法: a.分点拆焊法;(通常用于只有两个引脚的器件) b.集中拆焊法;(如三极管以及直立安装的阻容器件) c.间断加热拆焊法。(通用于带有塑料骨架的器件) 3.印制电路板上多脚元件的几种拆焊方法: ①.针孔拆焊法: ②.吸锡绳法: ③.吸锡器或吸锡烙铁法: ④.专用工具法: ⑤.热风焊枪法 | ||
检查评价 5 min | 怎样打磨烙铁头? | ||